


روش انجام جوشکاری زیر آب، در حالت کلی تفاوت چندانی با جوشکاری های معمول ندارد. الکترود های جوشکاری زیر آب نیز نوع جدیدی از الکترود ها نیستند و تنها گونه اصلاح یا تغییر یافته الکترودهای معمولی می باشند. برای نام گذاری الکترود های جوشکاری زیر آب از استاندارد مشخصی استفاده نمی شود و معمولا این الکترود ها را بر اساس برند تجاری آن ها می شناسند. یک روش دیگر دسته بندی الکترود های جوشکاری زیر آب، ویژگی و نوع مصرف آن ها می باشد.
مهم ترین تفاوتی که الکترود های جوشکاری زیر آب با سایر الکترود های معمول دارند، پوشش ضد آب آن ها است. الکترود های جوشکاری زیر آب با استفاده از موم و یا پلاستیک ضد آب می شوند تا الکترود و پوشش آن قبل از زمان مصرف، در برابر آب و رطوبت محافظت شوند. الکترود های جوشکاری زیر آب را با در نظر گرفتن معایب جوشکاری زیر آب، تغییر داده و اصلاح می کنند. پرکاربرد ترین الکترود جوشکاری در زیر آب، الکترود های مورد استفاده در جوشکاری فولاد های کربنی یا منگنزی می باشد.
فرآیند جوشکاری زیر آب و کیفیت جوش ایجاد شده در این روش، رابطه مستقیمی با عمق جوشکاری دارد. هرچه عمق محل جوشکاری بیشتر باشد، هیدروژن و اکسیژنی که در اثر تجزیه تجزیه آب به وجود می آیند نیز بیشتر خواهد شد که منجر به زیاد شدن تخلخل و کم شدن پایداری جوش می شود. یکی دیگر از مشکلاتی که احتمال رخ دادن آن با زیاد شدن عمق محل جوشکاری افزایش می باید، ترک های هیدروژنی است.
از آنجایی که انواع الکترود های دارای پوشش اسیدی توانایی جذب رطوبت بالایی داشته و در واقع حساس تر می باشند، هیدروژن تجزیه شده را راحت تر جذب کرده و باعث بروز عیوب جوشی می شوند. در نتیجه استفاده از الکترود های روتیلی در جوشکاری زیر آب اولویت دارد. روکش این نوع الکترود به گونه ای ساخته شده است که شرایط جوشکاری و خواص جوش را بهبود بخشد. مثلا برای جذب اکسیژن موجود و کاهش تخلخل، فرومنگنز به پوشش این نوع الکترود اضافه می شود. در برخی از مواقع نیز برای بهبود چقرمگی (toughness) مقداری نیکل به مواد تشکیل دهنده پوشش الکترود روتیلی اضافه می شود.
برای انجام جوشکاری بر روی فولاد های با استحکام بالا در زیر آب، به طور معمول از الکترودهای زنگ نزن آستنیتی استفاده می شود. این نوع الکترود می تواند احتمال بروز ترک های ناشی از هیدروژن را کاهش دهد.
یکی از مسائلی که هنگام جوشکاری زیر آب بسیار اهمیت پیدا می کند، چاله سر الکترود می باشد. در الکترود های جوشکاری دستی، سرعت سوختن پوشش الکترود در مقایسه با ذوب شدن فلز مغزی آن کمتر می باشد. این مسئله باعث می شود تا اصطلاحا چاله ای توسط پوشش فلاکس، در سر الکترود تشکیل شود که قوس درون آن ایجاد می شود. چاله سر الکترود از مواد مغزی مذاب شده الکترود حفاظت کرده و آن را کنترل شده به درون حوضچه انتقال می دهد.
این مسئله، یکی از مهم ترین شیوه و تکنیک های جوشکاران زیر آب می باشد که به آن ها کمک می کند حتی در شرایطی که دید مناسبی برای انجام جوشکاری ندارند، با وارد کردن فشار کمی بر روی الکترود فرایند جوشکاری را انجام دهند.
همانطور که می دانید در برخی از الکترودها، پوشش در اثر سوختن، گاز محافظی در اطراف حوضچه مذاب ایجاد می کند. این مسئله هنگام جوشکاری در زیر آب اهمیت بیشتری پیدا می کند، زیرا حباب های گازی ایجاد شده در زیر آب می توانند منجر به ناپایدار شدن قوس الکتریکی و همچنین تلاطم حوضچه مذاب شوند.

فرآیند جوشکاری مرطوب چگونه موجب برق گرفتی نمی شود ؟
به طور کلی فرآیند جوشکاری خشک به دلیل خشک بودن محیط برای انجام عملیات جوشکاری با وجود تجهیزات پیچیده، آسان تر است و خطر کمتری جان جوشکار را تهدید می کند. همان طور که گفته شد جوشکاری مرطوب محبوب تر و قابل دسترس تر بوده بنابراین آگاه بودن از فرآیند آن بسیار حائز اهمیت است. اگر به رشته جوشکاری در زیر آب علاقه دارید حتما در دوره آموزش جوشکاری زیر آب شرکت کنید.
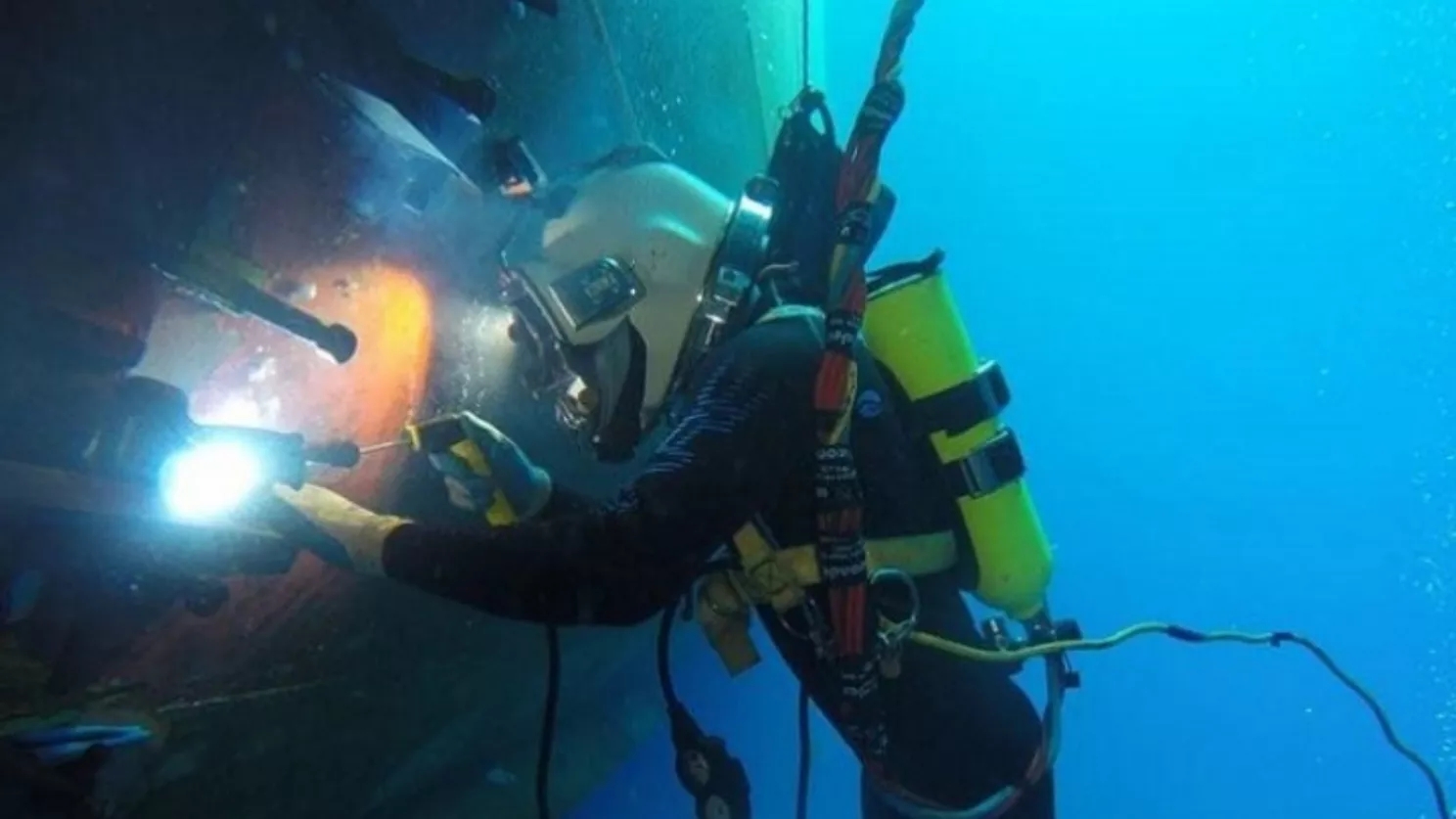
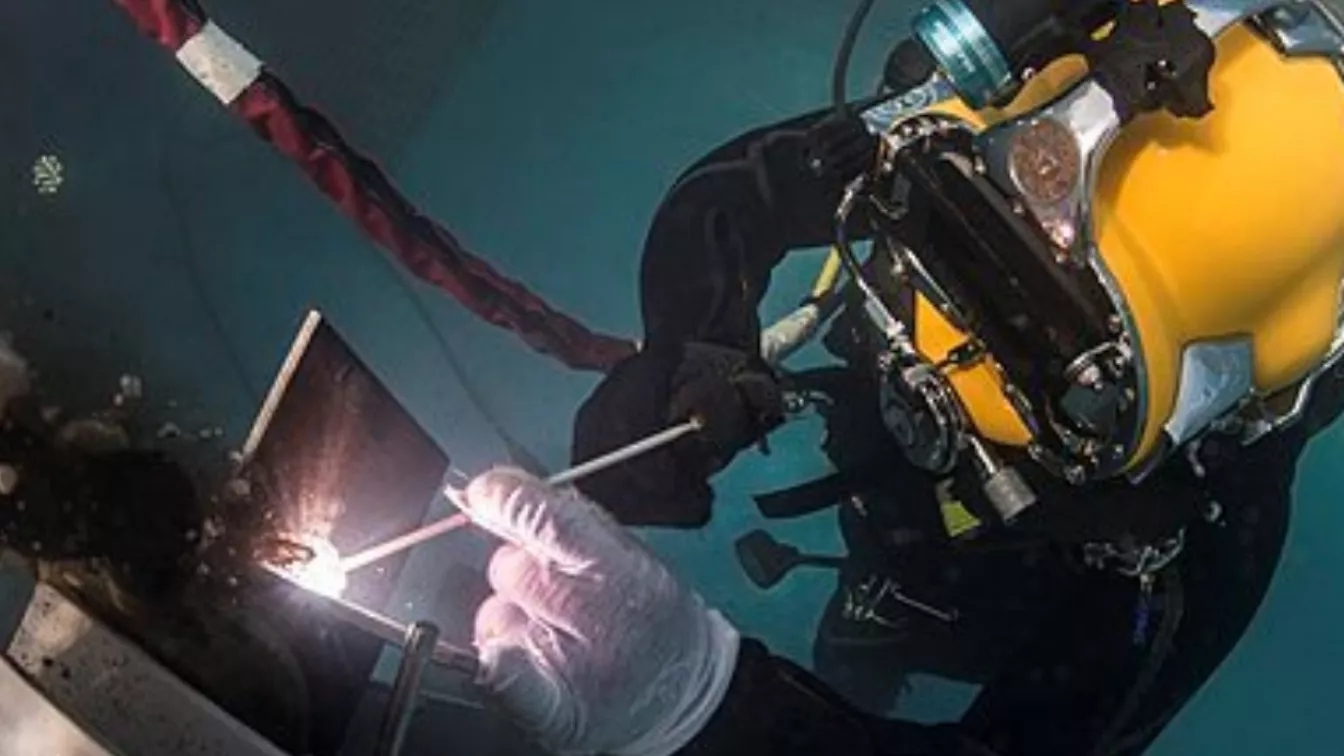
جوشکاری مرطوب همانند جوشکاری برق بوده با این تفاوت که الکترود ضد آب باید به کار رود و تورچ نیز نوع مخصوصی دارد. همانند جوشکاری معمولی، شما به یک منبع تغذیه نیاز دارید و منبع تغذیه در جوشکاری زیر آب بر روی سطح آب قرار دارد و انرژی را به تورچ و الکترود وارد می کند. در نهایت قوس بین سازه و الکترود شکل می گیرد. همچنین قبل از شروع عملیات جوشکاری توصیه می شود که سطح قطعه کار و الکترود تمیز شده باشد تا از ایجاد عیوب جوشکاری جلوگیری شود. وقتی همه چیز آماده باشد غواص جوشکار به تیم خود سیگنال داده تا منبع تغذیه را روشن کنند. منبع تغذیه نیز می تواند 300 تا 400 آمپر جریان مستقیم تولید کند. مهم ترین بخش در آموزش جوشکاری زیر آب این است که چگونه غواص در اثر جریان عظیم تولید شده دچار برق گرفتی نمی شود ؟ به لطف حباب های گاز ایجاد شده توسط قوس الکتریکی یک حوضچه جوش ایجاد می شود که از قوس محافظت کرده و از هدایت الکتریسته به خارج از خود جلوگیری می کند.
گرچه این حباب های گاز یک لایه عایق برای محافظت از غواص در برابر جریان برق ایجاد می کنند اما یک مشکل بزرگ ایجاد می کنند و آن کمتر شدن دید جوشکار می باشد. حباب های گاز ناحیه جوش را مبهم کرده و در اصل دید جوشکار به طور چشمگیری کاهش پیدا می کند. از این رو ممکن است کیفیت کار پایین برود. به همین علت است که جوشکاری خشک کیفیت بهتری را نسبت به جوشکاری مرطوب دارد.