

فرآیند تولید این فویل به طور کلی به مراحل زیر تقسیم می شود.
مرحله 1 تولید فویل آلومینیومی
ذوب آلومینیوم: شمش های آلومینیومی در کوره های مخصوص ذوب شده و به حالت مایع در می آیند.
ریخته گری: آلومینیوم مذاب به صورت ورق های بزرگ ریخته می شود.
نورد گرم: ورق های آلومینیومی تحت فشار زیاد بین دو غلتک عبور داده می شوند تا ضخامت آن ها کاهش یابد. این فرآیند چندین بار تکرار می شود تا ضخامت ورق به اندازه مورد نظر برسد.
نورد سرد: پس از نورد گرم، ورق ها در دمای پایین تر نورد می شوند تا خواص مکانیکی آن ها بهبود یابد.
بازپخت: برای نرم تر شدن فویل و کاهش تنش های داخلی، آن را در دمای بالا حرارت می دهند و سپس به آرامی سرد می کنند.
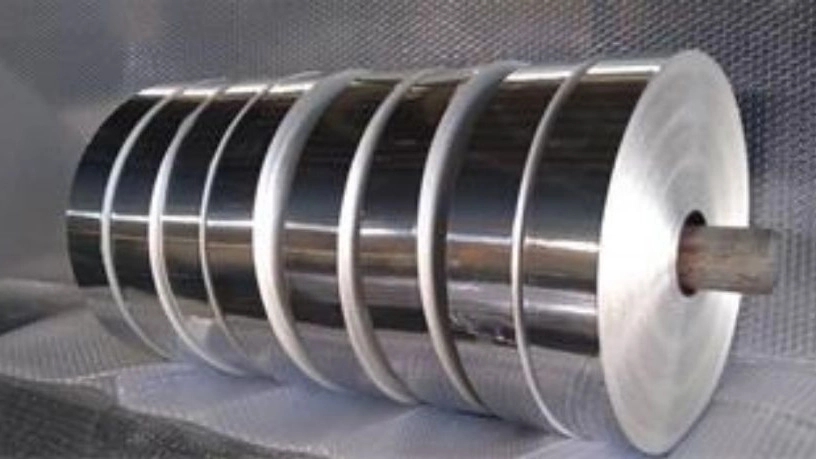
نورد نهایی: در این مرحله، فویل به ضخامت بسیار کم و یکنواخت نورد می شود.
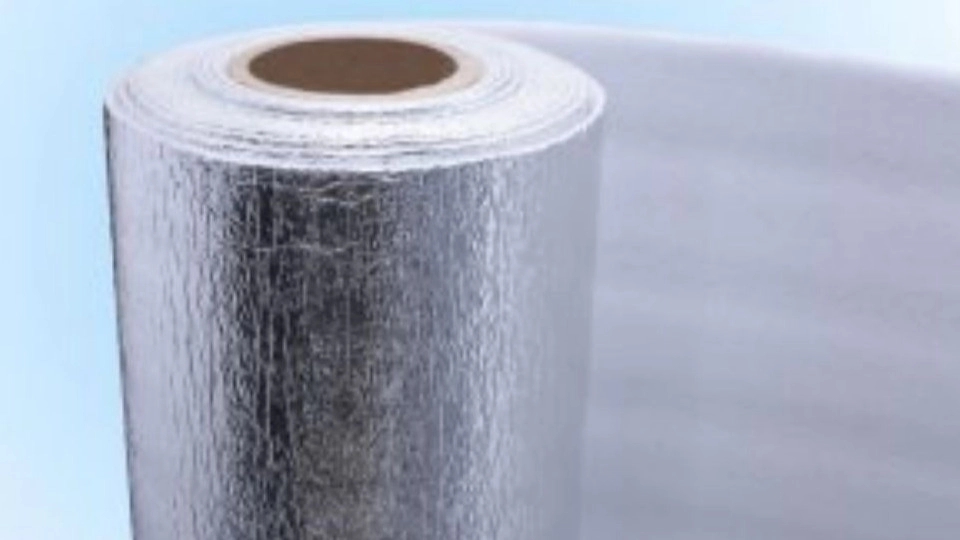
مرحله 2 پوشش دهی با پلی اتیلن
اکستروژن: پلی اتیلن مذاب از یک روزنه باریک تحت فشار عبور داده می شود و به صورت یک لایه نازک روی سطح فویل آلومینیومی قرار می گیرد.
باندینگ: با استفاده از حرارت و فشار، لایه پلی اتیلن به طور کامل به فویل آلومینیومی چسبیده و یک لایه یکپارچه تشکیل می دهد.
مرحله 3 کنترل کیفیت
اندازه گیری ضخامت: ضخامت فویل آلومینیوم پلی اتیلن دار با دقت اندازه گیری می شود تا مطابق با استاندارد های تعیین شده باشد.
آزمایش خواص مکانیکی: مقاومت کششی، مقاومت در برابر پارگی و سایر خواص مکانیکی فویل مورد آزمایش قرار می گیرد.
آزمایش خواص سد کنندگی: قابلیت فویل در جلوگیری از نفوذ رطوبت، گازها و نور بررسی می شود.
مرحله 4 برش و بسته بندی
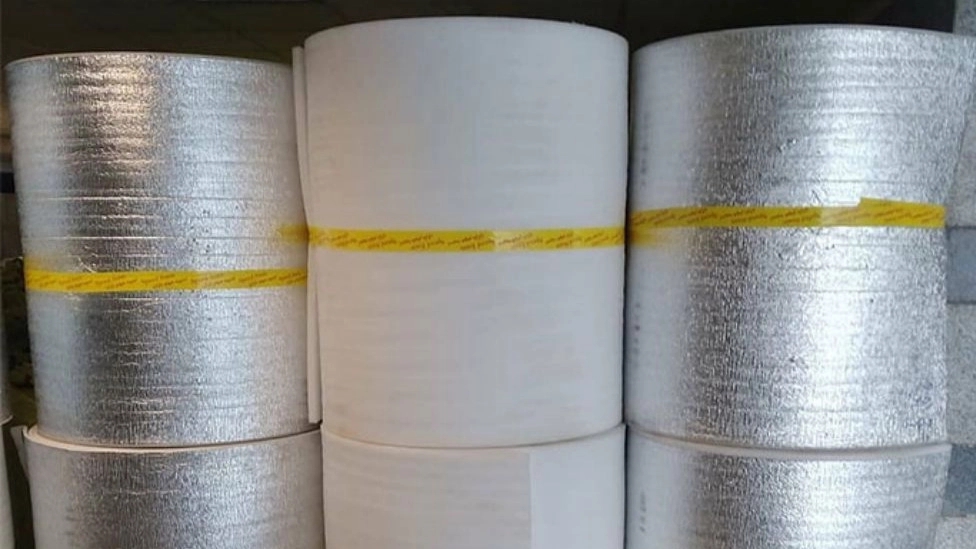
برش: فویل به اندازه های مورد نظر برش داده می شود.
بسته بندی: فویل های برش خورده به صورت رول یا ورق بسته بندی شده و برای استفاده ارسال می شوند.
عوامل موثر بر کیفیت این فویل آلومینیوم
خلوص آلومینیوم: هرچه خلوص آلومینیوم بالاتر باشد، کیفیت فویل بهتر خواهد بود.
ضخامت لایه های آلومینیوم و پلی اتیلن: ضخامت مناسب این لایه ها بر خواص مکانیکی و سد کنندگی فویل تأثیر می گذارد.
دمای نورد و بازپخت: دمای مناسب در این مراحل بر خواص مکانیکی و ساختاری فویل تأثیرگذار است.
نوع پلی اتیلن: نوع پلی اتیلن مورد استفاده در پوشش دهی بر خواص شیمیایی و حرارتی فویل تأثیر می گذارد.
